|
Datos del producto:
|
| Condición: | Tratamiento térmico | Grado de acero: | Acero de aleación |
|---|---|---|---|
| Aleación o no: | Es la aleación | Técnica: | Laminado en caliente, forjado, retirado a frío |
| Uso: | Barra de acero estructural, barra de acero de herramienta, sustancia química | Estándar: | ASTM DIN AISI JIS |
| Forma: | Ronda | Tratamiento superficial: | Negro/peladura/polaco/trabajado a máquina |
| Diámetro: | 12mm-650m m | Dimensiones: | 5-900M M |
| Tratamiento térmico: | Normalizado + Recocido + Templado + Revenido |
El SAE 8620 se define como acero de aleación con poco carbono que tenga 0,5% Cr, 0,2% MESes y 0,5% Ni como fortalecer elementos de la aleación. Se suministra generalmente como condición recocida la dureza HB255max.
El SAE 8620 tiene buen desgaste - resistente con la dureza HRC 60-63 del caso cuando está carburado, endurecido y moderado. Comparado con los grados 8615 y 8617, muestra buenas propiedades de la fuerza y de la dureza de la base con una gama típica de la resistencia a la tensión de MPa 700-1100, en secciones pequeñas y medianas.
El SAE 8620 se adapta para los usos que requieren una combinación de dureza y llevan resistencia. es de uso general en dirigir y las industrias automitive para los toolholders y otros tales componentes.
Uso típico: Cenadores, piñones, arbustos, árboles de levas, pivotes centrales, trinquetes, engranajes, ejes ranurados etc.
| Forma de la fuente | Tamaño (milímetros) | Proceso | Tolerancia | |
| Ronda | Φ6-Φ100 | Retirado a frío | Brillante/negro | El mejor H11 |
| Φ16-Φ350 | Laminado en caliente | Negro | -0/+1mm | |
| Pelado/tierra | El mejor H11 | |||
| Φ90-Φ1000 | Caliente forjado | Negro | -0/+5mm | |
| Áspero dado vuelta | -0/+3mm | |||
| Plano/cuadrado/bloque | Grueso: 120-800 | Caliente forjado | Negro | -0/+8mm |
| Anchura: 120-1500 | Áspero trabajado a máquina | -0/+3mm | ||
Observación: La tolerancia se puede modificar para requisitos particulares según peticiones
| GRADO | C | Si | Manganeso | P | S | Cr | MES | Ni |
| 8620 | 0.18-0.23 | 0.15-0.35 | 0.70-0.90 | ≤ 0,035 | ≤ 0,040 | 0.40-0.60 | 0.15-0.25 | 0.40-0.70 |
| Densidad g/cm3 | 7,85 |
| Grado F del punto de fusión | 2600 |
| El ratio de Poisson | 0.27-0.30 |
| Manufacturabilidad (AISI 1212 como manufacturabilidad 100%) | el 65% |
| Extensión termal (ºC 20) (¹ del ºC ˉ) | 12.2*10^-6 |
| Capacidad de calor específico j (kg*K) | 477 |
| Conductividad termal con (m*K) | 46,6 |
| Resistencia eléctrica Ohm*m | 2.34*10^-7 |
Propiedades mecánicas típicas para la base – carburada y el aceite apagó en el °C 840
| Tamaño de la sección | 11m m | 30m m | 63m m |
| Mpa de la resistencia a la tensión | 980-1270 | 780-1080 | 690-930 |
| Rinda el Mpa de la fuerza | ≥785 | ≥590 | ≥490 |
| Alargamiento % | ≥9 | ≥10 | ≥11 |
| Impacto J de Charpy | ≥41 | ≥41 | ≥41 |
| HB de la dureza | 290-375 | 235-320 | 205-275 |
| Dureza HRC | 31-41 | 23-35 | 16-29 |
| Distancia del extremo apagado milímetro | 1,5 | 3 | 5 | 7 | 9 | 11 | 13 | 15 | 20 | 25 | 30 | 35 | 40 |
| Minuto de HRC | 41 | 37 | 31 | 25 | 21 | – | – | – | – | – | – | – | – |
| HRC máximo | 48 | 47 | 43 | 39 | 35 | 32 | 30 | 29 | 26 | 24 | 23 | 23 | 23 |
Los valores de la dureza debajo de 20HRC no se especifican.
Forjar temperatura se debe realizar entre 925℃-1230℃, AISI 8620 tiene contenido con poco carbono que sea menos susceptible a agrietarse que los aceros al carbono medios o altos, así que puede ser calentado y ser refrescado más rápidamente. El tiempo de impregnación en la temperatura que forja debe ser tan corto como sea posible evitar el escalamiento pesado y el crecimiento de grano excesivo. Cuanto más baja es la temperatura de la forja-conclusión, más fino es el tamaño de grano. No forje debajo de la aleación mínima de la temperatura que forja 850°C.This debe ser refrescado en arena.
La normalización se utiliza para refinar la estructura de las forjas que pudieron haber refrescado no--uniforme después de forjado, y se considera como tratamiento de condicionamiento antes de endurecer de caso. La normalización de la temperatura para el acero de AISI 8620 se debe realizar entre 900℃-925℃. lleva a cabo la hora conveniente para que el acero sea calentado a fondo para terminar la ferrita a la transformación de la austenita. Todavía refresqúese en aire. Este tratamiento se considera como otro método de mejorar manufacturabilidad.
El recocido completo se recomienda para AISI 8620 antes de trabajar a máquina, AISI 8620 debe ser nuestro llevado en una temperatura nominal de 820℃-850℃, lleva a cabo la hora conveniente para que el acero sea calentado a fondo, entonces enfriamiento del horno.
Después del refinamiento de la base, caliente la temperatura a 780Oc – 820Oc, lleve a cabo la hora conveniente para que el acero sea calentado a fondo, y apagúela en aceite. Modere cuanto antes después de apagado.
Moderando se realiza generalmente para aliviar tensiones del proceso de endurecimiento, él mejorará la dureza del caso y de la base, con solamente una poca reducción en fuerza de la base y dureza del caso. Caliente el acero de AISI 8620 a 150Oc – 200Oc como sea necesario, lleve a cabo bastante tiempo hasta temperatura es uniforme en la sección, empapa para 1 – 2 horas por 25 milímetros de la sección, y frescos en aire inmóvil.
El paquete, la sal o el gas carburan en la temperatura 900Oc – 925Oc, llevando a cabo bastante tiempo de obtener la profundidad del caso y el contenido de carbono requeridos, seguidos por un ciclo de endurecimiento y de temple conveniente para optimizar propiedades del caso y de la base.
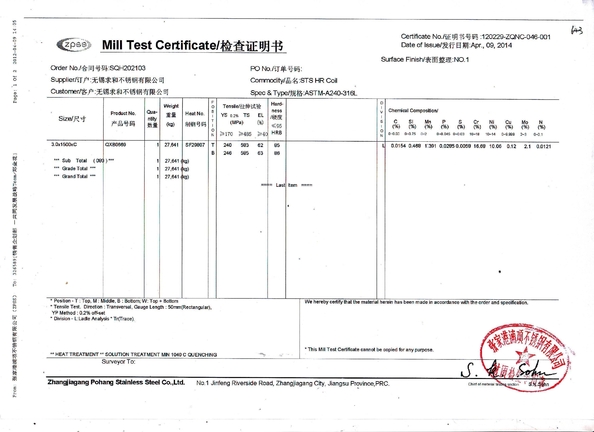
Informe del MTC del SAE 8620
Informe de prueba del TUV
![]()
![]()
Persona de Contacto: Mr. Gao Ben
Teléfono: +86-18068357371
Fax: 86-0510-88680060