EN de acero en frío 10130, 10209 y estruendo 1623 del estruendo que acuerda
| Calidad |
Dirección de prueba |
Material-ningún. |
Rinda el punto Rp0,2 (el MPa) |
Rm de la resistencia a la tensión (MPA) |
Alargamiento A80 (en %) mínimo. |
R-valor el 90° mínimo. |
N-valor el 90° mínimo. |
Vieja descripción |
| DC01 |
Q |
1,0330 |
≤280 |
270 - 410 |
28 |
|
|
St 12-03 |
| DC03 |
Q |
1,0347 |
≤240 |
270 - 370 |
34 |
1,30 |
|
St 13-03 |
| DC04 |
Q |
1,0338 |
≤210 |
270 - 350 |
38 |
1,60 |
0,18 |
St 14-03 |
| DC05 |
Q |
1,0312 |
≤180 |
270 - 330 |
40 |
1,90 |
0,20 |
St 15-03 |
| DC06 |
Q |
1,0873 |
≤170 |
270 - 330 |
41 |
2,10 |
0,22 |
|
| DC07 |
Q |
1,0898 |
≤150 |
250 - 310 |
44 |
2,50 |
0,23 |
|
| Calidad |
Dirección de prueba |
Material-ningún. |
Rinda el punto Rp0,2 (el MPa) |
Rm de la resistencia a la tensión (MPA) |
Alargamiento A80 (en %) mínimo. |
R-valor el 90° mínimo. |
N-valor el 90° mínimo. |
| DC01EK |
Q |
1,0390 |
≤270 |
270 - 390 |
30 |
|
|
| DC04EK |
Q |
1,0392 |
≤220 |
270 - 350 |
36 |
|
|
| DC05EK |
Q |
1,0386 |
≤220 |
270 - 350 |
36 |
1,50 |
|
| DC06EK |
Q |
1,0869 |
≤190 |
270 - 350 |
38 |
1,60 |
|
| DC03ED |
Q |
1,0399 |
≤240 |
270 - 370 |
34 |
|
|
| DC04ED |
Q |
1,0394 |
≤210 |
270 - 350 |
38 |
|
|
| DC06ED |
Q |
1,0872 |
≤190 |
270 - 350 |
38 |
1,60 |
|
| Calidad |
Dirección de prueba |
Material-ningún. |
Rinda el punto Rp0,2 (el MPa) |
StrengthRm extensible (MPA) |
Alargamiento A80 (en %) mínimo. |
T2 1623 del estruendo (viejo) |
| S215G |
Q |
1.0116G |
≥215 |
360 - 510 |
20 |
St 37-3G |
| S245G |
Q |
1.0144G |
≥245 |
430 - 580 |
18 |
St 44-3G |
| S325G |
Q |
1.0570G |
≥325 |
510 - 680 |
16 |
St 52-3G |
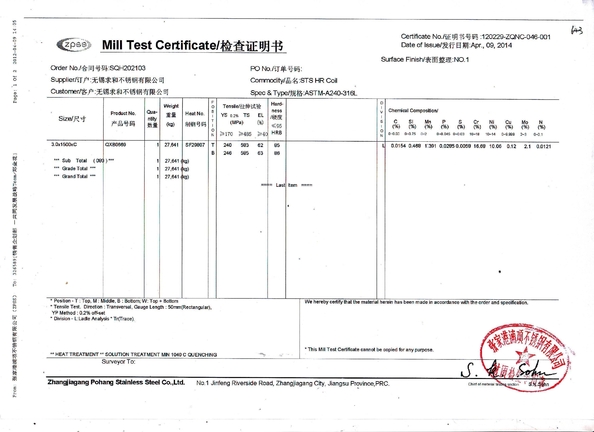
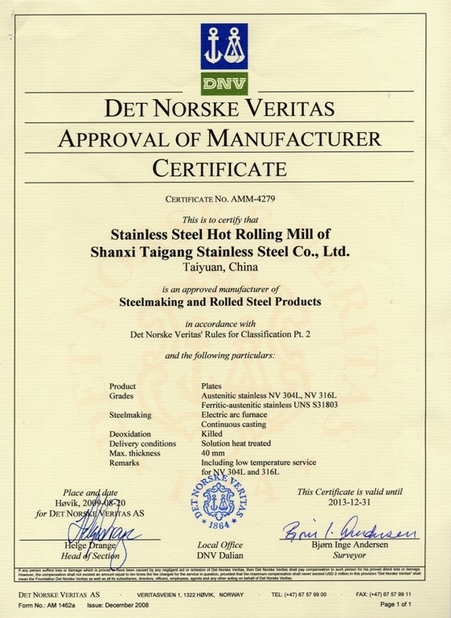
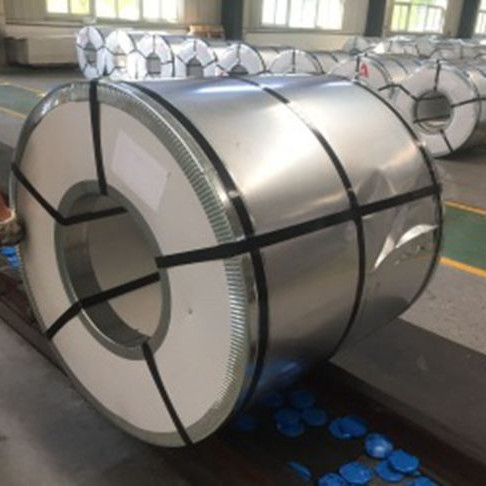
El acero en frío es también parte de nuestra cartera del producto. El acero en frío es excelente para la formación en frío. Este grupo de productos asignó los grados DC01 a DC07, a DC01EK a DC06EK, a DC03ED a DC06ED y a S215G a S325G.
Los grados se clasifican según la fuerza de producción permitida máxima y se pueden subdividir como sigue.
DC01 – Este grado se puede utilizar para el trabajo de formación simple, por ejemplo se utilizan el doblez, la grabación en relieve, el gotear y la tracción.
DC03 – Este grado es conveniente para formar requisitos tales como embutición profunda y perfiles difíciles convenientes.
DC04 – Esta calidad es conveniente para los altos requisitos de la deformación.
DC05 – Este grado thermoforming es conveniente para requisitos de formación más altos.
DC06 – Esta calidad especial de la embutición profunda es conveniente para los requisitos más altos de la deformación.
DC07 – Esta calidad estupenda de la embutición profunda es conveniente para los requisitos extremos de la deformación.
Grados esmaltados
Los grados de acero DC01EK, DC04EK y DC06EK son convenientes para el esmaltado de una sola capa o de la doble-capa convencional.
Los grados de acero DC06ED, DE04ED y DC06ED son convenientes para el esmaltado directo así como para esmaltar según el método de la dos-capa/uno-leña y para los usos especiales de la dos-capa que esmaltan para el esmaltado de baja distorsión.
Tipo superficial
A superficial
Los errores tales como poros, pequeños surcos, pequeñas verrugas, rasguños leves y una descoloración leve que no afecte a la capacidad de formar de nuevo y de adherirse para emerger las capas se permiten.
B superficial
El mejor lado debe estar libre de defectos para no empeorar el aspecto homogéneo de un final de la calidad o de una capa electrolítico aplicada. El otro lado debe por lo menos cumplir los requisitos del tipo superficial A.
Final superficial
El final superficial puede ser particularmente liso, embotado o áspero. Si no se da ningunos detalles al ordenar, el final superficial será entregado en un final mate. Los cuatro finales superficiales enumerados corresponden a los valores de centro de la aspereza en la tabla siguiente y se deben probar de acuerdo con EN 10049.
| Final superficial |
característica |
Final superficial medio
(valor de límite: 0,8m m) |
| Plano especial |
b |
Μm del ≤ 0,4 del Ra |
| plano |
g |
Μm del ≤ 0,9 del Ra |
| Matt |
m |
0,60 µm del ≤ 1,9 del Ra del ˂ del µm |
| áspero |
r |
Μm del ≤ 1,6 del Ra |