La aleación B-3 de Hastelloy/los materiales de la corrosión de la placa de UNS N10675 – alee la placa B3
Hoja de Hastelloy b3, densamente 0,03 - 1,00 milímetros, anchura 3,0 - 330m m, pequeña cantidad
HC-276, HC-22, ALEACIÓN 600, ALEACIÓN 625, ALEACIÓN 718, ALEACIÓN X750
y otras aleaciones de níquel
Tiras/bobinas/hojas de la anchura del grueso 0,030 - 1,00 milímetros * 3,0 - 330 milímetros *
Detalles de la especificación
| Tipo |
Bobinas en frío de las tiras de las aleaciones de níquel |
| Grado |
HC-276, HC-22, ALEACIÓN 600, ALEACIÓN 625, ALEACIÓN 718, ALEACIÓN X750
<>>
HASTELLOY, HAYNES, INCONEL, INCOLOY, MONEL,
RENE 41, WASPALOY
|
| Final |
Rollo-Para arriba (difícilmente), paso de la piel (2B) otros. |
| Final superficial |
Brillante, embotado, línea del pelo (HL), otros. |
| Grueso |
0.030 - 1.00m m |
| Anchura |
3.0 - 300m m |
| Longitud |
Arrolle (tira) o la hoja (Length100~2,000mm) |
| Identificación |
φ300,400,500mm (base interna) |
| MOQ |
≤ 50kg |
Las especificaciones que pueden ajustaron para adaptarse a sus necesidades.
Dureza (alto voltaje), resistencia a la tensión (N/mm2, MPa), alargamiento (%),
Tensión de prueba, final superficial,
Condición del borde (borde de Slited, borde rodado, borde quitado las rebabas, etc.),
Combe (mm/1M), cruce el arco (mm/Width), sistema de la bobina (mm/1M), aspereza superficial (Rmax, Rz, el Ra)
Máximo OD, peso de la bobina, embalando
La razón por la que usted nos elige
1. Pequeña cantidad, entrega del breve periodo de tiempo
Si tenemos acción, podemos enviar de un mínimo de muestra de 1 kilogramo en algunos días.
También fabricamos los materiales del aduana-orden en cantidades de 300 kilogramos y subimos
(Algunos materiales no se prohiben 50 kilogramos) en únicamente 3 semanas.
2. Grueso de alta precisión
Garantizamos las tolerancias del grueso que no se pueden reproducir por los competidores.
Ejemplo:
t <0>
0,30 ± el 1% de la tolerancia del mm≤t garantizado
3. Capacidad de añadir características múltiples
Somos capaces de añadir una variedad de características a los materiales metálicos
(capa de la resina, galjanoplastia, diferentes tipos de la vinculación de metal, el raspar multigage, etc.).
4. Tecnología única y soluciones por encargo
Proveemos de soluciones customed a sus problemas nuestro único
las tecnologías y el pozo versificaron el conocimiento de los materiales adquiridos a través
nuestra experiencia de la fabricación 50.000 artículos.
5. Elija los metales bajos apropiados para sus necesidades
Equilibramos cuidadosamente calidad, plazo de expedición y precio,
procure los diversos metales bajos de todas partes del mundo.
Fabricamos productos apropiados a sus necesidades.
6. Para controlar la estructura del metal (formación química)
Podemos fabricar las estructuras ultrafinas del metal con un tamaño de grano de 1 μm.
Usando tamaños de un grano más fino proporciona ventajas tales como hardenability,
fuerza y ductilidad de equilibrio, y proceso de la prensa de la precisión.
7. Baje el coste total
Nosotros que toman su proceso en consideración,
oferta usted reduce un coste total usando nuestro producto.
8. Red global
Nuestra planta situada en Japón, Shangai y Taiwán,
también apoyamos fexiblemente transferencia de la adquisición local y de la producción.
La aleación de HASTELLOY B-3 (UNS N10675) es una aleación excelente de la resistencia al ácido hidroclórico en todas las concentraciones y temperaturas. También soporta los ácidos sulfúricos, acéticos, fórmicos y fosfóricos, y otros medios nonoxidizing. La aleación B-3 tiene una química especial diseñada para alcanzar un nivel de superior de la estabilidad termal grandemente al de sus precursores, e.g. aleación de HASTELLOY B-2. La aleación B-3 tiene resistencia excelente a la corrosión crateriforme, a la tensión-corrosión que se agrieta y al ataque filiforme y calor-afectado de la zona.
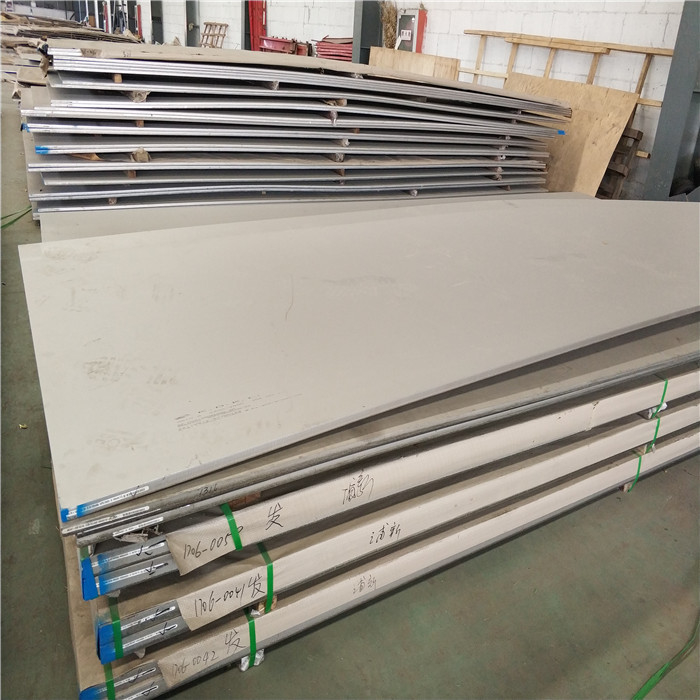
Formas disponibles del producto:
La aleación de HASTELLOY B-3 está disponible bajo la forma de placa, hoja, tira, billete, barra, alambre, tubo y tubería.
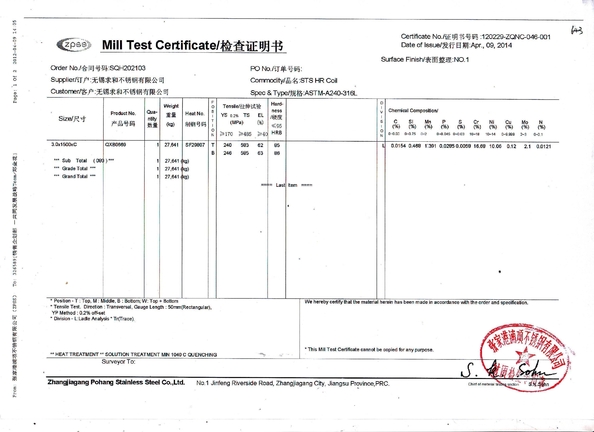
Hastelloy B-3 es cubierto por las especificaciones siguientes:
UNS N10675
Placa, hoja, tira: ASTM B333, ASME SB333,
Barra: ASTM B 335, ASME SB335, (DÓBLESE CERTIFICADO A ASTM B564, ASME SB564 EN EL DIÁMETRO 3-1/2 Y SUBA)
Tubo soldado con autógena: ASTM B619, ASME SB619, CLASE I o II, (SOBRE 8 SCH 40) ASTM
B775, ASME SB775,
Tubo sin soldadura: ASTM B622, ASME SB622
Ni: 56
Co: 2,5
Cr: 22
MES. 13
W. 3
FE 3
Si 0,08 máximo
Manganeso 0,50 máximo
C 0,010 máxima
V 0,35 máximo
Ni 68, MES 28, FE 2, Co 1, Cr de Hastelloy B2 (UNS N10665) 1 descripción
Ni 68, MES 28, FE 2, Cr 1, manganeso 1,0 de C 0,02
El alto rendimiento alea la acción y produce Hastelloy B2 en este grado en las formas siguientes: La barra, suelta la bobina, hoja/placa, sujeciones. Cita de la petición en este grado.
Descripción
Hastelloy B2 es una aleación del níquel-molibdeno con resistencia significativa a reducir ambientes, tales como gas del cloruro de hidrógeno y ácidos sulfúricos, acéticos y fosfóricos. Hastelloy B2 proporciona resistencia al ácido sulfúrico puro y a varios ácidos no-oxidantes. La aleación no se debe utilizar en medios oxidantes o donde están disponibles los contaminantes oxidantes en la reducción de medios. El fracaso prematuro puede ocurrir si se utiliza la aleación B2 donde está presente el hierro o el cobre en un sistema que contiene el ácido hidroclórico.
Usuarios de la industria como la resistencia a una amplia gama de ácidos orgánicos y la resistencia a agrietarse cloruro-inducido de la tensión-corrosión.
Hastelloy B2 resiste la formación de precipitados del carburo del límite de grano en la zona calor-afectada de la soldadura, haciéndola conveniente para la mayoría de los usos del proceso químico en la condición como-soldada con autógena. Las zonas de soldadura calor-afectadas han reducido la precipitación de carburos y de otras fases para asegurar resistencia a la corrosión uniforme.
La aleación B2 también tiene resistencia excelente a agrietarse el marcar con hoyos y de corrosión de tensión.
Usos
Resistencia superior al ácido hidroclórico, a los catalizadores del cloruro de aluminio y a otras sustancias químicas fuertemente de reducción. Fuerza da alta temperatura excelente en atmósferas inertes y del vacío.
Hastelloy B2 es una aleación del níquel-molibdeno adecuada particularmente para el equipo que dirige reduciendo ambientes químicos.
Usos en el ácido sulfúrico, fosfórico, hidroclórico y acético de la participación química de la industria de proceso. Las aplicaciones de la temperatura varían de temperatura ambiente a 1500°F dependiendo de los ambientes (pida por favor consejo técnico).
Química
Requisitos químicos
|
|
|
Ni
|
MES
|
FE
|
Cr
|
C
|
Si
|
Manganeso
|
|
Máximo
|
Bal.
|
30,0
|
2,0
|
1,0
|
0,02
|
0,10
|
1,0
|
|
Minuto
|
|
26,0
|
|
|
|
|
|
Datos extensibles
Requisitos de la propiedad mecánica
|
|
|
Último extensible
|
Fuerza de producción (0,2% OS)
|
Elong. %
|
YA MONTADO
|
Dureza Rockwell
|
| Minuto |
110 Ksi |
51 KSi |
40 |
|
|
| Máximo |
|
|
|
|
|
| Minuto |
MPa 760 |
MPa 350 |
|
|
|
| Máximo |
|
|
|
|
|
Especificaciones
|
UNS
|
UNS N10665
|
|
Barra
|
ASTM B335 ASME SB335
|
|
Alambre
|
|
|
Hoja
|
ASTM B333
|
|
Placa
|
ASTM B333 ASME SB333
|
|
El caber
|
ASTM B366 ASME SB366
|
|
El forjar
|
ASTM B564
|
|
Alambre de la soldadura
|
A5.14 ERNiMo-7
|
|
Electrodos de la soldadura
|
ASME SFA 5,11 (ENiMo-7) AWS A5.11 (ENiMo-7)
|
|
Tubo sin soldadura/tubo
|
ASTM B622 ASME SB622
|
|
Tubo soldado con autógena
|
ASTM B619 ASME SB619
|
|
Tubo soldado con autógena
|
ASTM B626 ASME SB626
|
|
Descubra la soldadura Roces
|
ASME SFA 5,14 (ENiMo-7) |
|
Dinar
|
2,4617
|
Conformabilidad
Hastelloy B2 trabaja endurece, pero puede ser formado cuando se toman las precauciones apropiadas. La hoja (0,063" densamente) en la condición sometida a un tratamiento térmico en 1950°F y el rapid apagados tiene una profundidad media de la taza de olsen de 0,57" o 14.5m m.
Soldadura
Hastelloy B2 resiste la formación de precipitados del carburo del límite de grano en la zona calor-afectada de la soldadura, haciéndola conveniente para la mayoría de los usos del proceso químico en la condición como-soldada con autógena. Las zonas de soldadura calor-afectadas han reducido la precipitación de carburos y de otras fases para asegurar resistencia a la corrosión uniforme.
El trabajar a máquina
Grados de la manufacturabilidad
La corrosión baja del níquel y del cobalto, la temperatura y las aleaciones desgaste-resistentes, tales como Hastelloy B2, se clasifican como moderado a difícil al trabajar a máquina, sin embargo, debe ser acentuado que estas aleaciones se pueden trabajar a máquina usando métodos de producción convencionales a las tarifas satisfactorias. Durante trabajar a máquina estas aleaciones que el trabajo endurece rápidamente, que genere el alto calor durante el corte, que suelde con autógena a la superficie de la herramienta de corte y que ofrezca la alta resistencia al retiro del metal debido a sus altas fuerzas de esquileo. Los siguientes son los puntos claves que se deben considerar durante mecanizaciones:
CAPACIDAD - La máquina debe ser rígida y dominada tanto cuanto sea posible.
RIGIDEZ - El pedazo y la herramienta del trabajo se deben sostener rígida. Minimice la proyección de la herramienta.
AGUDEZA de la HERRAMIENTA - asegúrese de que las herramientas sean agudas siempre. Cambie a las herramientas afiladas a intervalos regulares bastante que por necesidad. Una tierra del desgaste de 0,015 pulgadas se considera una herramienta embotada.
HERRAMIENTAS - Utilice las herramientas positivas del ángulo de rastrillo para la mayoría de las mecanizaciones. Las herramientas negativas del ángulo de rastrillo se pueden considerar para los cortes intermitentes y el retiro común pesado. las herramientas Carburo-inclinadas se sugieren para la mayoría de los usos. Las herramientas de alta velocidad se pueden utilizar, con tasas de producción más bajas, y se recomiendan a menudo para los cortes intermitentes.
Los CORTES POSITIVOS - utilice pesado, constante, las alimentaciones para mantener cizallamiento positivo. Si la alimentación se reduce y las detenciones de la herramienta en el corte, el endurecimiento de trabajo ocurre, la vida de la herramienta deteriora y las tolerancias cercanas son imposibles.
LUBRICACIÓN - se recomiendan los lubricantes son aceites deseables, solubles especialmente al usar los útiles del carburo. Los parámetros que trabajan a máquina detallados se presentan a cuadros 16 and17. Las recomendaciones generales del corte del plasma se presentan en el cuadro 18.
| Cuadro 16 |
| TIPOS DE LA HERRAMIENTA Y CONDICIONES QUE TRABAJAN A MÁQUINA RECOMENDADOS |
| Operaciones |
Herramientas de carburo |
| Roughing, con la interrupción severa |
Dando vuelta o haciendo frente al grado C-2 y C-3: Parte movible negativo del cuadrado del rastrillo, 45 grados SCEA1, 1/32 adentro. radio de la nariz. Tenedor de herramienta: negativa de 5 grados. rastrillo trasero, negativa de 5 grados. rastrillo lateral. Velocidad: 30-50 sfm, 0.004-0.008 adentro. alimentación, 0,150 profundizado de corte. Dry2, oil3, o agua-base coolant4. |
| Desbaste normal |
Dando vuelta o haciendo frente al grado C-2 o C-3: Parte movible negativo del cuadrado de la tarifa, 45 grados SCEA, 1/32 en radio de la nariz. Tenedor de herramienta: negativa de 5 grados. rastrillo trasero, negativa de 5 grados. rastrillo lateral. Velocidad: sfm 90 dependiendo de la rigidez de la disposición, 0,010 adentro. alimentación, 0,150 adentro. profundidad del corte. Seqúese, engrase, o líquido refrigerador de la agua-base. |
| Acabado |
Dando vuelta o haciendo frente al grado C-2 o C-3: Parte movible positivo del cuadrado del rastrillo, si es posible, 45 grados SCEA, 1/32 adentro. radio de la nariz. Tenedor de herramienta: rastrillo de la parte posterior de la posición de 5 grados, rastrillo del lado de la posición de 5 grados. Velocidad: 95-110 sfm, 0.005-0.007 adentro. alimentación, 0,040 adentro. profundidad del corte. Seqúese o líquido refrigerador de la agua-base. |
| Taladro áspero |
Grado C-2 o C-3: Si el tipo barra aburrida del parte movible, utiliza las herramientas positivas estándar del rastrillo con el SCEA y el 1/16 posibles más grandes adentro. radio de la nariz. Si está soldada la barra de la herramienta, muele el rastrillo trasero de 0 grados, rastrillo del lado de la posición de 10 grados, 1/32 adentro. radio de la nariz y el SCEA posible más grande. Velocidad: sfm 70 dependiendo de la rigidez de la disposición, 0.005-0.008 adentro. alimentación, 1/8 adentro. profundidad del corte. Seqúese, engrase o líquido refrigerador de la agua-base. |
| Acabe el taladro |
Grado C-2 o C-3: Utilice las herramientas positivas estándar del rastrillo en el tipo barras del parte movible. Muela las herramientas soldadas como para el final que da vuelta y que hace frente a menos que el rastrillo trasero pueda ser el mejor en 0 grados. Velocidad: 95-110 sfm, 0.002-0.004 en la alimentación. líquido refrigerador de la Agua-base. |
| Notas: |
| 1 SCEA - ángulo de filo lateral o ángulo de ventaja de la herramienta.
2 en cualquier momento donde se recomienda el corte seco, un jet del aire dirigido en la herramienta puede proporcionar aumentos sustanciales de la vida de la herramienta. Una niebla del líquido refrigerador de la agua-base puede también ser eficaz.
El líquido refrigerador del aceite 3 debe ser la calidad superior, aceite sulfochlorinated con los añadidos extremos de la presión. Una viscosidad en 100 grados de F de 50 a 125 SSU.
el líquido refrigerador de 4 Agua-bases debe ser calidad superior, emulsión soluble en agua sulfochlorinated del aceite o de la sustancia química con los añadidos extremos de la presión. Diluya con agua para hacer la mezcla del 15:1. el líquido refrigerador de la Agua-base puede causar saltar y el fracaso rápido de las herramientas de carburo en cortes interrumpidos.
|
| Cuadro 17 |
| TIPOS DE LA HERRAMIENTA Y CONDICIONES QUE TRABAJAN A MÁQUINA RECOMENDADOS |
| Operaciones |
Herramientas de carburo |
| El moler que hace frente |
El carburo no generalmente acertado, grado de la c puede trabajar. Utilice el rastrillo axial y radial positivo, ángulo de la esquina de 45 grados, ángulo de alivio de 10 grados. Velocidad: 50-60 sfm. Alimentación: 0.005-0.008 adentro. Los líquidos refrigeradors del aceite o del waterbase reducirán el daño del choque termal de los dientes del cortador del carburo. |
| El moler de final |
No recomendados, solamente los grados C-2 pueden ser acertados en buenas disposiciones. Utilice el rastrillo positivo. Velocidad: 50-60 sfm. Alimentación: Lo mismo que el acero de alta velocidad. Los líquidos refrigeradors del aceite o de la agua-base reducirán daño del choque termal. |
| Perforación |
El grado C-2 no recomendado, pero los taladros inclinados puede ser acertados en la disposición rígida si ninguna gran profundidad. La necesidad de la web enrarecida para reducir empuje. Utilice el ángulo incluido 135 grados en punto. El taladro de arma puede ser utilizado. Velocidad: sfm 50. Aceite o líquido refrigerador de la agua-base. los taladros inclinados carburo de la Líquido-alimentación pueden ser económicos en algunas disposiciones. |
| Escariado |
Grado C-2 o C-3: Los exprimidores inclinados recomendados, los exprimidores sólidos del carburo requieren varían la buena disposición. Geometría de la herramienta lo mismo que el acero de alta velocidad. Velocidad: sfm 50. Alimentación: Lo mismo que el acero de alta velocidad. |
| El golpear ligeramente |
Hilos no recomendada, de la máquina, o rollo-forma ellos. |
| El trabajar a máquina de la descarga eléctrica |
Las aleaciones se pueden cortar fácilmente usando cualquier sistema que trabaja a máquina convencional de la descarga eléctrica (EDM) o el alambre (EDM). |
| Notas: |
| 5 aceros de alta velocidad de la serie M-40 incluyen M-41, M-42, M-43, M-44, M-45 y M-46 a la hora de la escritura. Otros se pueden añadir y deben ser igualmente convenientes.
El líquido refrigerador del aceite 6 debe ser una calidad superior, aceite sulfochlorinated con los añadidos extremos de la presión. Una viscosidad en 100 grados F de 50 a 125 SSU.
el líquido refrigerador de 7 Agua-bases debe ser calidad superior, emulsión soluble en agua sulfochlorinated del aceite o de la sustancia química con los añadidos extremos de la presión. Diluya con agua para hacer la mezcla del 15:1.
|
| Cuadro 18 |
| Corte al arco de plasma |
| Hastelloy B2 se puede cortar usando cualquier sistema convencional del corte al arco de plasma. La mejor calidad del arco se alcanza usando una mezcla de gases del argón y de hidrógeno. El gas del nitrógeno se puede substituir para los gases de hidrógeno, pero la calidad del corte deteriorará levemente. El aire de tienda o cualquier gas del transporte del oxígeno se debe evitar cuando plasma que corta estas aleaciones. |
HASTELLOY® es una marca registrada de Haynes International, Inc.
Grado del autor
Grado global
4 basados en los votos 1
Marca
La especialidad Metals los UAE
Nombre de producto
Aleación de Hastelloy B3 - ASTM B333, ASME SB333, ASTM B 335, ASME SB335, ASTM B564, ASME SB564, ASTM B619, ASME SB619, CLASE I o II, ASTM B775, ASME SB775, ASTM B622, ASME SB622
Precio
En los precios muy razonables
Disponibilidad de producto
Disponible en existencia


 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres! Spanish
Spanish