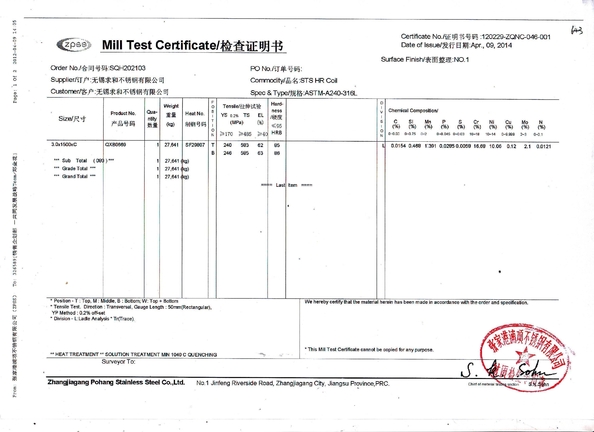
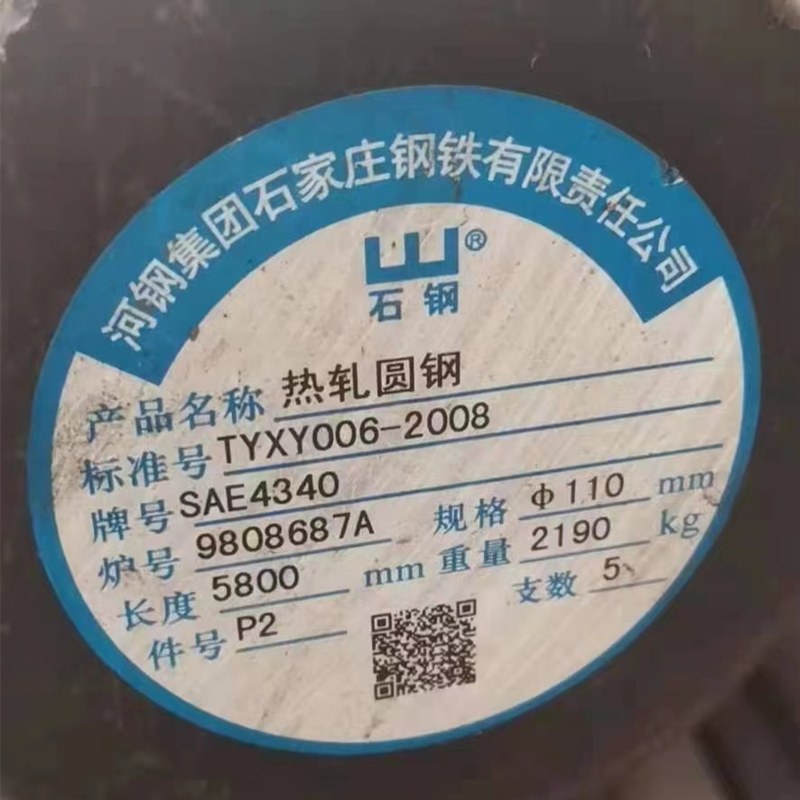
ACERO DE ALEACIÓN DE AISI/DEL SAE 4340
| ANÁLISIS QUÍMICO |
| El C% |
Carbono 0,38 – 0,43 |
| El Mn% |
Manganeso 0,6 – 0,8 máximo |
| El P% |
Fósforo 0,035 máximo |
| El S% |
Azufre 0,040 máximo |
| El Si% |
Silicio 0,15 – 0,3 |
| El Ni% |
Níquel 1,65 – 2,0 |
| El Cr% |
Cromo 0,7 – 0,9 |
| El Mo% |
Molibdeno 0,2 – 0,3 |
CARACTERÍSTICAS GENERALES DE LA ALEACIÓN 4340 DE ACERO
4340 es un acero de aleación del níquel-cromo-molibdeno sabido para que su dureza y su capacidad logren altas fuerzas en la condición sometida a un tratamiento térmico. Tiene resistencia muy buena del cansancio.
Esta aleación, 4340, puede ser sometida a un tratamiento térmico a los niveles de alta resistencia mientras que mantiene buena dureza, lleve los niveles de la resistencia y de la fuerza de cansancio, combinados con buena resistencia a la corrosión atmosférica, y a la fuerza.
USOS
Los aviones comerciales y militares, sistemas automotrices, usos hidráulicos y otros forjados de la máquina-herramienta, forjaron los cigüeñales de acero.
FORJA
La forja se debe realizar entre el º 2250 y 1800 F (1230 y 980 el º C.). Las piezas deben ser lentas refrescadas después de forjar en las cenizas o la arena etc.
TRATAMIENTO TÉRMICO
El tratamiento térmico después de la forja se realiza para hacer el acero conveniente para trabajar a máquina, y para resolver los límites de la propiedad mecánica especificados para los usos particulares del acero. Hay varias maneras de calentar para tratar una parte de acero dada y es solamente con práctica que la temperatura óptima y las condiciones pueden ser definidas. La siguiente información se debe tomar como guía solamente.
RECOCIDO
Para obtener una estructura perlítica en ciertas piezas para trabajar a máquina, 4340 se deben recocer en una temperatura nominal del º 1525 F (830 º C,) refrescándose al º 1350 F (730 º C) y horno que se refresca al º 1130 F (610 º C) hasta una tasa 20 del º F (11 º C) por la hora, entonces refrigeración por aire. Este proceso, conocido como recocido completo, es muy largo pues implica el enfriamiento lento sobre la gama de temperaturas entera de la temperatura austenitizing a una temperatura bien debajo de ése en qué transformación es completa.
Para obtener una estructura spheroidized en el grado 4340 implica el austenitizing en el horno 1380 del º F (750 º C,) que se refresca al º 1300 F (705 º C) entonces al º 1050 F (565 º C) hasta una tasa 5 del º F (3 º C) por hora. Esta estructura dará lugar probablemente a una mejor manufacturabilidad que la estructura laminar gruesa de la perlita obtenida por el lleno recuecen proceso.
NORMALIZACIÓN
Este proceso se define como la calefacción de un acero a una temperatura sobre la ferrita a la temperatura de la transformación de la austenita, después enfriamiento en aire a una temperatura bien debajo de esta temperatura de la transformación. El tratamiento se puede realizar en productos forjados como tratamiento de condicionamiento antes del tratamiento térmico final. La normalización también sirve refinar la estructura de las forjas que pudieron haber refrescado no--uniforme de su operación que forjaba. La temperatura de normalización nominal para el grado 4340 es el º 1500 F (815 º C,) pero la experiencia de la producción puede necesitar un º 50 F de la temperatura (10 º C) sobre o debajo de esta temperatura. En general, cuando las forjas se normalizan antes, por ejemplo, de carburar o de endurecer y de moderar, la gama superior de normalizar temperaturas se utiliza. Cuando la normalización es el tratamiento térmico final, la gama de una temperatura más baja se utiliza.
ENDURECIMIENTO
Resultados de este tratamiento térmico en la formación de martensita después de apagar, dando por resultado dureza y resistencia a la tensión crecientes. Una gama de temperaturas el º de 1500 – 1550 F (815 – 845 º C) es la temperatura austenitizing normal para el endurecimiento directo del grado 4340. El aceite que apaga se utiliza normalmente para 4340 como el hardenability de la aleación se adapta a este método de amortiguamiento.
TEMPLE
Moderando se realiza para aliviar tensiones del proceso de endurecimiento, pero para obtener sobre todo las propiedades mecánicas requeridas para el uso final. La temperatura de revenido real será elegida para resolver las propiedades requeridas, y en muchos casos será una cuestión de ensayo y error.
Este grado 4340 puede también ser endurecido la nitruración o la llama o endureciendo de inducción.
MANUFACTURABILIDAD
Este grado es fácilmente labrable, con una estructura perlítica laminar gruesa o una estructura spheroidized siendo la más bien asesorado, dependiendo de tamaño de la sección y complejidad y cantidad de trabajar a máquina que se realizará. Si hay duda sobre la conveniencia de cualquier otra estructura, después una estructura del spheroidizrd se debe estar dirigido para en el tratamiento térmico.
SOLDADURA
Este grado se suelda con autógena fácilmente en la condición recocida, pero la soldadura en la condición endurecida y moderada se debe evitar en lo posible debido al efecto sobre propiedades mecánicas. La soldadura en haber nitrided o la llama o las condiciones endurecidas inducción no se recomienda.


 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres! Spanish
Spanish