| Composición química |
| |
% mínimos |
% máximos |
| Carbono |
0,12 |
0,20 |
| Silicio |
0 |
1,00 |
| Manganeso |
0 |
1,00 |
| Níquel |
1,25 |
3,00 |
| Cromo |
15,00 |
18,00 |
| Fosforado |
0 |
0,04 |
| Azufre |
0 |
0,03 |
la gama del *Carbon puede variar considerablemente
adición del *Nickel opcional. |
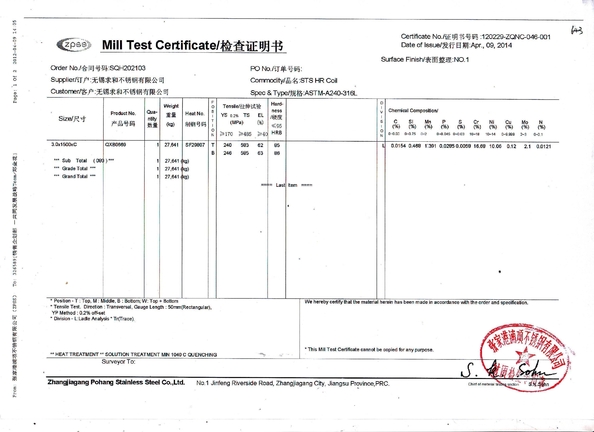
| Requisitos de la propiedad mecánica para el material en - condicione T a AS2837 - los 1986 los 431 y BS970 recocidos y sometidos a un tratamiento térmico Part3 1991 431S29 |
| Condición |
Recocido |
*T |
| Mpa de la resistencia a la tensión |
Minuto |
|
850 |
| Máximo |
|
1000 |
| 0,2% Mpa de la fuerza de producción |
Minuto |
|
635 |
| Alargamiento en 5.65√Sel0% |
Minuto |
|
11 |
| Impacto Valua J milímetro de Izod |
Minuto |
|
63 34
63 20 |
| HB de la dureza |
Minuto |
|
248 |
| Máximo |
277 |
302 |
*Material almacenada generalmente en la condición T.
NOTA. Compruebe el certificado del molino si es crítico para saber si hay uso final. |
| Propiedades mecánicas típicas en la temperatura ambiente - *Hardened y moderada para condicionar T |
| Mpa de la resistencia a la tensión |
940 |
| 0,2% Mpa de la fuerza de producción |
750 |
| Alargamiento en 50m m % |
19 |
| Impacto Izod J |
65 |
| Dureza |
HB |
280 |
| Rc |
30 |
| Temperaturas de endurecimiento *Typical |
980Oc -Oc 1020 |
| Temperaturas de revenido *Typical |
640Oc - 660Oc |
| 590Oc - 610Oc |
| Propiedades mecánicas típicas en la temperatura ambiente - endurecida por el aceite apague en 980Oc y Tempered según lo indicado |
| Temperatura de revenido Oc |
250 |
370 |
480 |
590 |
650 |
|
|
| Mpa extensible de Strengt |
1370 |
1390 |
1410 |
980 |
920 |
|
|
| 0,2% Mpa de la fuerza de producción |
1030 |
1130 |
1200 |
790 |
690 |
|
|
| Alargamiento en 50m m % |
16 |
16 |
16 |
19 |
20 |
|
|
| Impacto Charpy J |
54 |
*34 |
*16 |
65 |
70 |
|
|
| Dureza |
HB |
410 |
420 |
425 |
295 |
270 |
|
|
| Rc |
44 |
45 |
46 |
32 |
29 |
|
|
Fuerza de alta resistencia y alta fuerza de producción con propiedades levemente más bajas del impacto cuando está moderado debajo de 370Oc.
Tamaño 30m m de la sección
descenso del *Note en propiedades del impacto. Temple dentro de la gama 370Oc - 565Oc deben ser evitados. |
| Propiedades elevadas de la temperatura |
| buena resistencia de 431 exhibiciones al escalamiento en servicio continuo hasta 700Oc. Su uso sin embargo en estas temperaturas de trabajo más altas da lugar a un descenso sustancial en resistencia a la tensión y dureza, con aumento subsiguiente en ductilidad. |
| Propiedades mecánicas típicas en las temperaturas Elevated, endurecidas enOc 1010 y Tempered en 30Oc sobre temperatura de trabajo |
| Temperatura de revenido Oc |
510 |
570 |
620 |
| Temperatura de trabajo Oc |
480 |
540 |
590 |
| Mpa extensible de Strengt |
1350 |
720 |
435 |
| Alargamiento en 50m m % |
15 |
20 |
26 |
| Dureza de la temperatura ambiente después de la prueba |
HB |
440 |
330 |
280 |
| Rc |
47 |
37 |
30 |
| NOTA. La fuerza de la ruptura del arrastramiento y de la tensión también se reduce substancialmente en estas temperaturas de trabajo más altas. |
| Propiedades de la baja temperatura |
| 431 no se recomienda para el uso en las temperaturas bajo cero debido a un descenso sustancial en las propiedades del impacto constantes con la mayoría de los aceros con excepción de los tipos del acero austenítico. |
| Doblez frío |
| En haber endurecido y moderado pues la condición suministrada será extremadamente difícil debido a la alta fuerza de producción y no se recomienda generalmente. |
| Doblez caliente |
| En haber endurecido y moderado pues la condición suministrada él no es recomendado debido a su influencia en las propiedades mecánicas dentro de la zona afectada de calor. |
| Resistencia a la corrosión |
431 tiene la resistencia a la corrosión más alta de todos los aceros inoxidables martensíticos, y mientras que tan arriba como los aceros inoxidables austeníticos está en ciertos ambientes corrosivos similares al de 301 y 302 grades.NB. Tiene resistencia a la corrosión óptima en todos los ambientes en la condición endurecida y moderada, y por lo tanto no se recomienda para el uso en la condición recocida. Es el más importante que el oxígeno está permitido siempre circular libremente en todas las superficies del acero inoxidable para asegurarse de que un cromo de revestimiento de óxido está siempre presente protegerlo. En caso contrario, el aherrumbrar ocurrirá como con otros tipos de aceros no inoxidables. Para la resistencia a la corrosión óptima las superficies deben estar libres de escala y de partículas extranjeras.
Las piezas acabadas deben ser apaciguadas.
|
| El forjar |
| Caliente uniformemente aOc 1150 -Oc 1200, se sostiene hasta que la temperatura sea uniforme en la sección. No empape sino comience forjar inmediatamente. No se recaliente pues esto causará una pérdida de dureza y de ductilidad. No forje debajo de 900 forjasoCFinished debe ser refrescado tan lentamente como sea posible en la cal o las cenizas a la temperatura ambiente y subcrítico seca recocidas inmediatamente
|
| Tratamiento térmico |
| Recocido subcrítico |
Calor uniformerly a 620Oc - 660Oc se sostienen hasta que la temperatura sea uniforme en la sección.
*Soak como sea necesario - tiempo sugerido 6 a 12 horas pero pueden ser más largas, fresco en aire. |
| Recocido |
Calor a 950Oc - 1020Oc, control hasta temperatura es uniforme en la sección. *Soak como sea necesario.
Apague en el aceite o el aire fresco. Modere inmediatamente mientras que está inmóvil dan caliente. Nota: Las mejores propiedades del impacto alcanzadas endureciendo desde arriba deOc 1020. La mejor resistencia a la corrosión más las propiedades mecánicas alcanzadas endureciendo de cerca de 980Oc y moderando sobre 590Oc. |
| Endurecimiento |
| Calor a 950Oc - 1020Oc, control hasta temperatura es uniforme en la sección. *Soak como sea necesario. Apague en el aceite o el aire fresco. Modere inmediatamente mientras que está inmóvil dan caliente. Nota: Endureciendo a partir de 1020 Oc -Oc 1060 dará resistencia a la corrosión óptima, pero el endurecimiento de cerca de 980Oc dará la mejor combinación de resistencia a la corrosión y de propiedades mecánicas.
|
| Nitruración |
| Antes de la nitruración, el cromo de revestimiento de óxido que protege la superficie se debe analizar por la conserva en vinagre o la voladura de arena fina. La nitruración se realiza en 500Oc - 550Oc seguido por el enfriamiento lento (ningún apague) reduciendo el problema de la distorsión. Las piezas se pueden por lo tanto trabajar a máquina al tamaño final cercano, dejando una tolerancia de pulido solamente. Asegúrese siempre de que la temperatura de revenido empleada durante el tratamiento térmico inicial fuera más alta que la temperatura de la nitruración que la fuerza de la base será de otra manera afectada. |
| Temple (condición T) |
| Calor a 590Oc - 680Oc como sea necesario se sostienen hasta que la temperatura sea uniforme en la sección, empapan como sea necesario, fresco en aire. |
| Un tratamiento de temple doble, como sigue está recomendado para la dureza óptima. |
Calor a 640Oc - 680Oc. el *Soak como sea necesario, se refresca en aire.
Seguido cerca:
Re calor a 590Oc - 610Oc. el *Soak como sea necesario, fresco en air.431 se puede por supuesto moderar en temperaturas mucho más bajas produciendo fuerzas mucho más de alta resistencia con las propiedades más bajas subsiguientes del impacto. NOTA. Moderando sin embargo dentro de la gama 370Oc - 565Oc deben ser evitado debido a la fragilidad del genio, dando por resultado una considerable reducción en propiedades del impacto y la pérdida de temperaturas de la corrosión resistance.*Heating, índice de calefacción, refrescándose y los tiempos de impregnación variará debido a los factores tales como tamaño/forma, también tipo del pedazo del trabajo del horno empleado, apagando las instalaciones etc de la transferencia del pedazo del medio y del trabajo. Consulte por favor su treater del calor para los mejores resultados.
|
| El trabajar a máquina |
| 431 máquinas mejores del haber endurecido y moderadas como condición suministrada y se miran como siendo fácilmente machineable con todas las operaciones tales como torneado y perforación del etc. capaz de la realización satisfactoriamente. No trabaja endurece al mismo grado que los aceros inoxidables austeníticos de 300 series, pero es más similar a este respecto a los aceros de alta resistencia a la tracción poco aleados tales como 4140 etc. El tener en cuenta por lo tanto sus propiedades de alta resistencia, todo trabajando a máquina se debe realizar según las recomendaciones de los fabricantes de la máquina para el tipo, las alimentaciones y las velocidades convenientes de la herramienta. |
| Soldadura |
| 431 no se recomienda generalmente para soldar con autógena en la condición recocida o endurecida y moderada, debido a su aire que endurece la capacidad que puede llevar a la formación de martensita frágil, dando por resultado agrietarse del frío debido a las tensiones de la contracción dentro de la zona afectada de la soldadura y de calor. Más alto es el contenido de carbono más alta es la capacidad de endurecimiento y mayor es el riesgo de agrietarse. El control pre de la calefacción y de la temperatura de los interpass durante la soldadura, más el enfriamiento y el recocido muy lentos de la poste-soldadura es el mejor método a evitar el agrietarse. El tratamiento térmico siguiente del procedimiento y de la poste-soldadura de soldadura se puede tomar como guía solamente si la soldadura es necesaria.
|
| Procedimiento de soldadura |
| Los electrodos o las barras de soldadura deben ser los tipos bajos 410 del hidrógeno o *similar cuando la buena fuerza se requiere de otra manera un electrodo inoxidable austenítico o la barra tal como 308 o *similar se puede utilizar dando por resultado una soldadura más dúctil cuando la fuerza no es tan crítica y recocido de la poste-soldadura no es posible o prevista. Precaliente en 200Oc - 300Oc y mantenga la temperatura de los interpass en 200 mínimosOc. En la realización de la soldadura fresca lentamente como sea posible hasta la mano caliente si es posible: la Poste-soldadura subcrítica recuece en 620Oc - 660Oc, y se refresca en air.*Please consulta a su proveedor de los materiales consumibles de la soldadura. |

 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres! Spanish
Spanish